")
")
發(fā)布日期:2020年06月01日 瀏覽次數(shù):
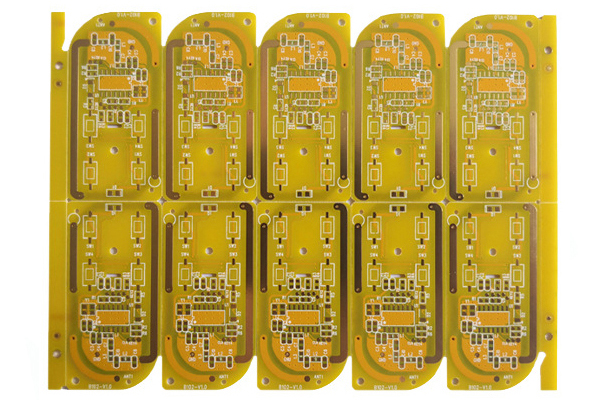
【PCB的沖裁】
印制線路板下料,孔和外形加工都可采用模具沖裁的辦法,,關(guān)于加工簡單的PCB板或請求不是很高的PCB板能夠采用沖裁方式,。合適低層次的和大批量的請求不是很高的PCB板及外形請求不是很高的PCB板的消費(fèi),其本錢較低,。
沖孔:消費(fèi)批量大,,孔的品種和數(shù)量多而外形復(fù)雜的單面紙基板和雙面非金屬化孔的環(huán)氧玻璃布基板,通常采用一付或幾付模具沖孔,。
外形加工:印制線路板消費(fèi)批量大的單面板和雙面板的外形,,通常采用模具沖。依據(jù)印制線路板的尺寸大小,,可分為上落料模和下落料模,。
復(fù)合加工:印制線路板的孔與孔,孔與外形之間請求精度高,,同時為了縮短制造周期,,進(jìn)步消費(fèi)率,采用復(fù)合模同時加工單面板的孔和外形,。
用模具加工印制線路板,,關(guān)鍵是模具的設(shè)計(jì)、加工,,需求專業(yè)技術(shù)學(xué)問,,除此之外,模具的裝置與調(diào)試也非常重要,,目前大部份PCB消費(fèi)廠的模具都由外廠加工,。
裝置模具留意事項(xiàng):
1.依據(jù)模具設(shè)計(jì)計(jì)算的沖裁力,模具的大小,,閉合高度等選擇沖床(包括類型,,噸位)。
2.開動沖床,,全面檢查包括離合器,、剎車,滑塊等各局部能否正常,,操作機(jī)構(gòu)能否牢靠,,決無連沖現(xiàn)象。
3.沖模下的墊鐵,,普通是2塊,,必需在磨床上同時磨出,確保模具裝置平行、垂直,。墊鐵放置的閏置即不防礙落料同時又要盡可能靠近模具中心,。
4.要準(zhǔn)備幾套壓板及T形頭壓板螺釘,以便與模具對應(yīng)運(yùn)用,。壓板前端不能碰到下模直壁,。各接觸面之間應(yīng)墊砂布,螺釘必需擰緊,。
5.模具裝置時要非常留意下模上的螺釘,、螺母不要碰到上模(上模降落,閉合),。
6.調(diào)整模具時盡可能用手動,,而不要機(jī)動。
7.為改善基材的沖裁性能,,紙基板要予熱,。其溫度以70~90℃為好。
模具沖裁印制線路板的孔與外形,,其質(zhì)量缺陷有下述幾種:孔的周圍凸起或者銅箔起翹或者分層;孔與孔間有裂紋;孔位置偏或者孔自身不垂直;毛刺大;斷面粗糙;沖制的印制板成鍋底形翹曲;廢料上跳;廢料梗塞,。
其檢查剖析步驟如下:
檢查沖床的沖裁力、剛性能否足夠;模具設(shè)計(jì)能否合理,,剛性能否足夠;凸,、凹模的及導(dǎo)柱、導(dǎo)套的加工精度能否到達(dá),,裝置能否同心,、垂直。配合間隙能否平均,。凸,、凹的間隙過小或過大都會產(chǎn)生質(zhì)量缺陷,是模具設(shè)計(jì),、加工,、調(diào)試、運(yùn)用中最重要的問題,。凸,、凹模刃口不允許圓角,倒角,。凸模不允許有錐度,,特別是沖孔時不管是正錐與倒錐都不允許。消費(fèi)中要隨時留意凸,、凹模刃口能否磨損,。排料口能否合理,、阻力小。推料板,,打料桿能否合理,力足夠,。被沖板材厚度和基板的分離力,、含膠量,與銅箔的分離力,,予熱濕度與時間等也是沖裁質(zhì)量缺陷剖析時要思索的要素,。
系電話")
截屏,,微信識別二維碼
客服QQ:2503489988
(點(diǎn)擊QQ號復(fù)制,添加好友)